Hassasiyeti Güçlendirmek, Verimliliği Tanımlamak.






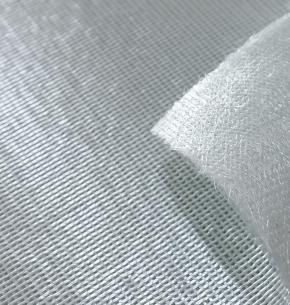
Karbon Fiber RTM Çekirdek Mat(Kapalı Kalıp Mat CF), doğranmış cam elyafları veya doğranmış cam ve çok eksenli/dokuma kumaşların bir karışımı ile lamine edilmiş, sentetik dokunmamış bir çekirdekten yapılmış yüksek performanslı bir takviye malzemesidir. İyi reçine akışı, homojen kalınlık ve gelişmiş mekanik mukavemet sağlar.
RTM, vakumla şekillendirme, enjeksiyon kalıplama ve SRIM işlemleri için tasarlanmış olup, tekneler, araçlar, uçaklar ve paneller için FRP parçalarında yaygın olarak kullanılır ve tek bir çözümde güç ve ağırlık azaltma sağlar.
Kaydırın veya bekleyin — görüntüler otomatik olarak değişir.
| Şartname | Toplam ağırlık (gsm) | Sapma (%) | CSM(gsm) | Çekirdek (gsm) | CSM(gsm) | Dikiş İpliği (gsm) |
| CF150 / 130/150 | 440 | ±7 | 150 | 130 | 150 | 10 |
| CF300/180/300 Serisi | 790 | ±7 | 300 | 180 | 300 | 10 |
| CF450/180/450 | 1090 | ±7 | 450 | 180 | 450 | 10 |
| CF600/250/600 Serisi | 1460 | ±7 | 600 | 250 | 600 | 10 |
| CF1100/200/1100 Serisi | 2410 | ±7 | 1100 | 200 | 1100 | 10 |
Karbon Fiber RTM Çekirdek Mat(olarak da bilinirKapalı Kalıp Mat CF), doğranmış fiberglas ile lamine edilmiş sentetik dokunmamış bir çekirdekten veya doğranmış cam ve çok eksenli/dokuma kumaşların bir melezinden oluşan çok katmanlı bir takviye malzemesidir.
Yapısal kompozit parçalarda hızlı reçine ıslanması, tutarlı laminat kalınlığı ve yüksek mekanik performans sağlar.
1.Mükemmel Reçine Akışkanlığı– RTM veya vakumlu kalıplama sırasında verimli infüzyon ve hava tahliyesi sağlar
2.Hafif Çekirdek– Mukavemetten ödün vermeden toplam parça ağırlığını azaltır
3.Kararlı Kalınlık Kontrolü– Kalıplanmış parça boyunca eşit kalınlık sağlar
4.Çok Yönlü Kumaş Kombinasyonları– Kıyılmış cam, çok eksenli veya dokuma kumaş takviyeleri mevcuttur
5.Boyutsal Kararlılık– Basınç ve ısı altında şeklini ve yapısını korur
Reçine Transfer Kalıplama (RTM), kompozit malzemelerin üretiminde kullanılan bir şekillendirme teknolojisidir. İki kalıp arasına sıkıştırılmış kuru elyaf ön kalıplara sıvı reçine enjekte ederek yüksek mukavemetli, yüksek hassasiyetli kompozit parçalar üretir, burada sertleşir ve katılaşır. RTM, havacılık, otomotiv, rüzgar enerjisi üretimi ve spor malzemeleri alanlarında yaygın olarak uygulanan, yüksek performanslı kompozit üretiminde en yaygın kullanılan tekniklerden biridir.
1. Standart RTM:Reçine, çoğu uygulama için uygun olan kuru elyaf prepreglerine basınç altında enjekte edilir.
2. RTM Işığı:Standart RTM'ye benzer ancak daha düşük kalıp basıncına sahiptir, daha hafif kompozit ürünler için idealdir.
3. VARTM (Vakum Destekli RTM):Denizcilik ve rüzgar enerjisi endüstrilerinde yaygın olarak kullanılan, geniş alanlı kompozit üretimine uygun, reçine akışına yardımcı olmak için kalıp içindeki negatif basıncı (vakum) kullanır.


Bir rulo plastik filme sarılır ve daha sonra bir kartona veya büyük bir kartona yerleştirilir.
Normalde, P4 (4 büyük rulo) veya P7 (4 büyük rulo + 3 küçük rulo) veya 6, 9 veya 12 küçük rulo, palet başına yatay / dikey olarak paketlenir. Yükleme yöntemine göre özelleştirilebilir.
Fiberglas ürünler kuru, serin ve su geçirmez bir yerde stoklanmalıdır. En iyi durum, 15-35°C arasındaki bir sıcaklık ve %30-%65 arasında bağıl nemdir. Lütfen ürünü kullanmadan önce nemden kaçınarak orijinal ambalajında saklayın.



Weitong şu anda dokuma fitil üretmek için 30'dan fazla fiberglas dokuma makinesinin yanı sıra dikişli mat makineleri, çok eksenli triko makineleri, PP çekirdek mat makineleri ve tarak makineleri dahil olmak üzere çeşitli diğer ekipmanları işletmektedir. Yıllık üretim kapasitemiz 3.000 ton dokuma fitil, 5.000 ton dikişli mat, 10.000 ton çok eksenli kumaş, 8.000 ton kombo mat ve 2.000 ton RTM maça matına ulaşmaktadır.



Ekibimiz 9 yıldır Çin (Şangay) Uluslararası Kompozit Fuarı'na ve Fransa, Almanya ve Kore'de birkaç kez JEC Fransa, Kompozit Avrupa ve JEC Asya'ya katıldı.
Son derece yetenekli profesyonel teknisyenlerden oluşan bir ekip tarafından desteklenen, çeşitli müşteri gereksinimlerini karşılamak için özel ürünler geliştirme ve özelleştirme konusunda güçlü yeteneklere sahibiz.